Aluminiumdruckguss erfordert nicht nur eine präzise Werkzeug- und Prozesssteuerung, sondern auch eine stabile Schmelzqualität. Unter verschiedenen nichtmetallischen Einschlüssen, MgO (Magnesiumoxid)-Einschlüsse sind eines der häufigsten und am meisten unterschätzten Probleme in der Aluminiumdruckgussproduktion.
Im Gegensatz zu Gasporosität oder Schwindungsdefekten sind MgO-Einschlüsse feste, starre Keramikpartikel, die durch Umschmelzen allein nicht entfernt werden können. Sobald sie in den Formhohlraum gelangen, werden sie zu eingebetteten Defekten, die sich direkt auf die mechanischen Eigenschaften, die Oberflächenqualität und die Prozessstabilität auswirken.
Dieser Artikel bietet einen praktischen, ingenieurmäßigen Überblick über MgO-Einschlüsse im Aluminiumdruckguss - mit Schwerpunkt darauf, woher sie kommen, wie sie Defekte verursachen und wie sie in der industriellen Produktion wirksam kontrolliert werden können.
Warum MgO-Einschlüsse ein kritisches Problem beim Druckguss sind
Im Druckguss erfährt die Aluminiumschmelze:
- Hohe Temperaturen
- Lange Wartezeiten
- Häufiger Schmelztransfer
- Starke Turbulenzen
Diese Bedingungen erhöhen das Risiko der Oxidation erheblich, insbesondere für Mg-haltige Aluminium-Legierungen wie AlSiMg, A380, ADC12 und andere modifizierte Druckgusslegierungen.
MgO-Einschlüsse sind besonders schädlich, weil sie es sind:
- Hart und nicht verformbar
- Chemisch stabil
- Schwierig, natürlich auszuschwimmen
- Leicht als andere Defekte zu verwechseln
Infolgedessen führen MgO-Einschlüsse häufig zu einer instabilen Qualität, bei der Defekte in unregelmäßigen Abständen auftreten und nur schwer auf einen einzigen Prozessparameter zurückgeführt werden können.
Dieser Zusammenhang zwischen der Reinheit der Schmelze, dem Gehalt an Einschlüssen und der Defektbildung wurde in der industriellen Druckgusspraxis und in experimentellen Studien über Schmelzesauberkeit und Einschlusskontrolle beim Druckguss.
Was sind MgO-Einschlüsse in Aluminiumschmelzen?
MgO-Einschlüsse sind feste Magnesiumoxidpartikel, die beim Schmelzen von Aluminium und bei der Schmelzbehandlung entstehen.
Aus technischer Sicht sind die wichtigsten Merkmale folgende:
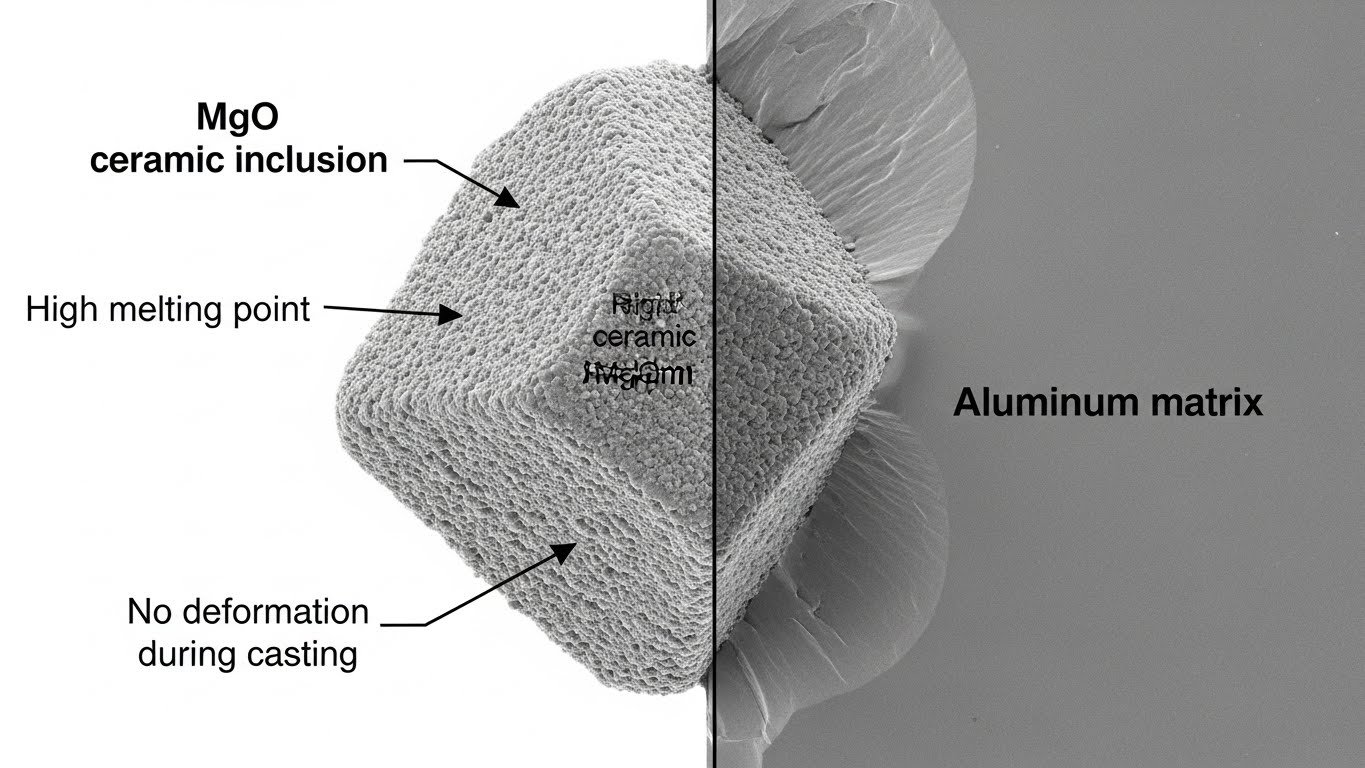
- Sehr hoher Schmelzpunkt (~2850°C)
→ Sie bleiben beim Schmelzen, Halten und Gießen fest. - Hohe Härte (keramikähnliches Verhalten)
→ Sie wirken als starre Spannungskonzentratoren innerhalb der Aluminiummatrix. - Schlechte Benetzbarkeit mit Aluminium
→ Schwache Bindung an der Einschluss-Matrix-Grenzfläche.
Einmal in der Schmelze eingeschlossen, wandern die MgO-Partikel mit dem Aluminium in den Formhohlraum und werden zu dauerhaften Defekten im Gussstück.
Typische Druckgussfehler, die durch MgO-Einschlüsse verursacht werden
MgO-Einschlüsse verursachen selten nur eine Art von Defekt. Stattdessen verringern sie die allgemeine Robustheit des Druckgussverfahrens.
Zu den häufigsten Problemen gehören:
Oberflächenmängel
- Schwarze Flecken oder dunkle Schlieren
- Raue Oberflächen nach der Bearbeitung
- Schlechtes kosmetisches Erscheinungsbild an sichtbaren Teilen
Risse und reduzierte mechanische Eigenschaften
- Geringere Dehnung
- Frühe Rissauslösung
- Verkürzte Ermüdungslebensdauer
Probleme bei der Bearbeitung und dem Werkzeugverschleiß
- Harte MgO-Partikel beschleunigen den Verschleiß der Schneidwerkzeuge
- Schlechte Oberflächengüte bei der CNC-Bearbeitung
Schlechte Qualität der Anodisierung oder Beschichtung
- Ungleichmäßige Oxidschichten
- Farbabweichungen und Beschichtungsfehler
Aus Sicht der Qualitätstechnik erklären MgO-Einschlüsse häufig, warum die mechanischen Eigenschaften oder die Oberflächenqualität schwanken, selbst wenn die Prozessparameter unverändert erscheinen.
Hauptquellen für MgO in Aluminium-Druckgussschmelzen
1. Oxidation von Magnesium beim Schmelzen und Halten
Magnesium ist bei hohen Temperaturen sehr reaktiv. Während Schmelzen und Halten:
- Mg reagiert schnell mit Sauerstoff
- Auf der Oberfläche der Schmelze bilden sich Oxidschichten
- Diese Filme können reißen und in die Schmelze mitgerissen werden.
Lange Haltezeiten, hohe Schmelztemperaturen und schlechte Ofenabdichtungen erhöhen dieses Risiko erheblich.
2. Flussmittelbedingte MgO-Bildung
Magnesiumchloridhaltige Flussmittel werden häufig zur Reinigung und Entgasung von Aluminiumschmelzen verwendet. Allerdings:
- Feuchtes oder unsachgemäß gelagertes Flussmittel kann sich zersetzen
- Übermäßiger Flussmittelverbrauch erhöht die Oxidbildung
- Lokalisierte Reaktionen können feine MgO-Partikel erzeugen
MgO-Partikel, die mit dem Flussmittel in Verbindung stehen, sind oft klein und gut dispergiert, so dass sie besonders schwer zu entfernen sind.
3. Schmelzturbulenz und Re-Oxidation
Turbulenzen sind einer der größten Feinde der Schmelzesauberkeit:
- Aggressives Rühren
- Ungeschützter Schmelztransfer
- Spritzer beim Ausgießen
Durch diese Vorgänge werden frische Schmelzoberflächen kontinuierlich der Luft ausgesetzt, wodurch die Mg-Oxidation beschleunigt wird und selbst nach der Entgasung neue MgO-Einschlüsse entstehen.
Praktische Methoden zur Kontrolle von MgO-Einschlüssen beim Druckgießen
MgO-Einschlüsse lassen sich nicht vollständig beseitigen, aber sie können durch diszipliniertes Prozessmanagement auf ein stabiles und akzeptables Niveau gebracht werden.
Quantitative Studien über Schmelzereinigungsverfahren zur Entfernung nichtmetallischer Einschlüsse zeigen, dass koordinierte Raffinations-, Entgasungs- und Filtrationsschritte den Gehalt an Einschlüssen erheblich reduzieren und die Schmelzqualität verbessern.
Wichtige Kontrollmaßnahmen
- Verwendung von feuchtigkeitsarmen, gut getrockneten Flussmitteln
- Vermeiden Sie übermäßige Flussmittelzugabe
- Kontrolle der Schmelztemperatur und Minimierung der Haltezeit
- Schutz durch Inertgas (Argon oder Stickstoff)
- Verwenden Sie eine feinblasige Entgasung ohne übermäßige Turbulenzen
- Einbau von Schaumkeramikfiltern mit geeigneter Porengröße
- Verringerung der Turbulenzen bei der Schmelzeübertragung und beim Ausgießen
Aus industrieller Sicht sind effektives Fluxen, Entgasen, Flotieren und Filtern nach wie vor die praktischsten Instrumente zur Kontrolle von Einschlüssen.
Branchenorientierte Zusammenfassungen von Flussmittel- und Entgasungsmethoden zur Entfernung von Einschlüssen aufzeigen, wie diese Techniken in realen Gießereiumgebungen angewendet werden.
Schlussfolgerung: MgO-Kontrolle ist eine Frage der Prozessdisziplin
MgO-Einschlüsse sind beim Aluminiumdruckguss, insbesondere bei magnesiumhaltigen Legierungen, eine unvermeidliche Realität. Ihre Auswirkungen hängen ganz davon ab, wie gut der Schmelz- und Schmelzebehandlungsprozess gesteuert wird.
Stabile Druckgussqualität wird erreicht durch:
- Kontrollierte Schmelzbedingungen
- Disziplinierter Umgang mit Schmelze
- Effektive Filtration und Entgasung
- Konsistente Prozessausführung
In der Praxis ist eine stabile Schmelzequalität die Grundlage für eine stabile Druckgussqualität - und die Kontrolle von MgO-Einschlüssen ist ein wichtiger Bestandteil dieser Grundlage.







