A fundição sob pressão de alumínio requer não só ferramentas precisas e controlo do processo, mas também uma qualidade de fusão estável. Entre as várias inclusões não metálicas, Inclusões de MgO (óxido de magnésio) são um dos problemas mais comuns e mais subestimados na produção de fundição de alumínio sob pressão.
Ao contrário da porosidade do gás ou dos defeitos de contração, as inclusões de MgO são partículas cerâmicas sólidas e rígidas que não podem ser removidas apenas por refusão. Quando entram na cavidade da matriz, tornam-se defeitos incorporados que afectam diretamente as propriedades mecânicas, a qualidade da superfície e a estabilidade do processo.
Este artigo fornece uma visão geral prática, orientada para a engenharia, das inclusões de MgO na fundição de alumínio - focando a sua origem, como causam defeitos e como podem ser efetivamente controladas na produção industrial.
Porque é que as inclusões de MgO são um problema crítico na fundição injetada
Na fundição injectada a alta pressão, as experiências de fusão do alumínio:
- Temperaturas elevadas
- Tempos de espera longos
- Transferência frequente de fusão
- Forte turbulência
Estas condições aumentam significativamente o risco de oxidação, especialmente para Ligas de alumínio com Mg tais como AlSiMg, A380, ADC12 e outras ligas de fundição injectada modificadas.
As inclusões de MgO são particularmente nocivas porque são:
- Duro e não deformável
- Quimicamente estável
- Difícil de flutuar naturalmente
- Fácil de identificar erradamente como outros defeitos
Como resultado, as inclusões de MgO conduzem frequentemente a uma qualidade instável, em que os defeitos aparecem de forma intermitente e são difíceis de identificar um único parâmetro do processo.
Esta correlação entre a limpeza da massa fundida, o teor de inclusões e a formação de defeitos tem sido amplamente observada na prática industrial de fundição sob pressão e em estudos experimentais sobre limpeza da massa fundida e controlo de inclusões na fundição sob pressão.
O que são inclusões de MgO em fusões de alumínio?
As inclusões de MgO são partículas sólidas de óxido de magnésio formadas durante os processos de fusão e tratamento de fusão do alumínio.
Do ponto de vista da engenharia, as suas principais caraterísticas são:
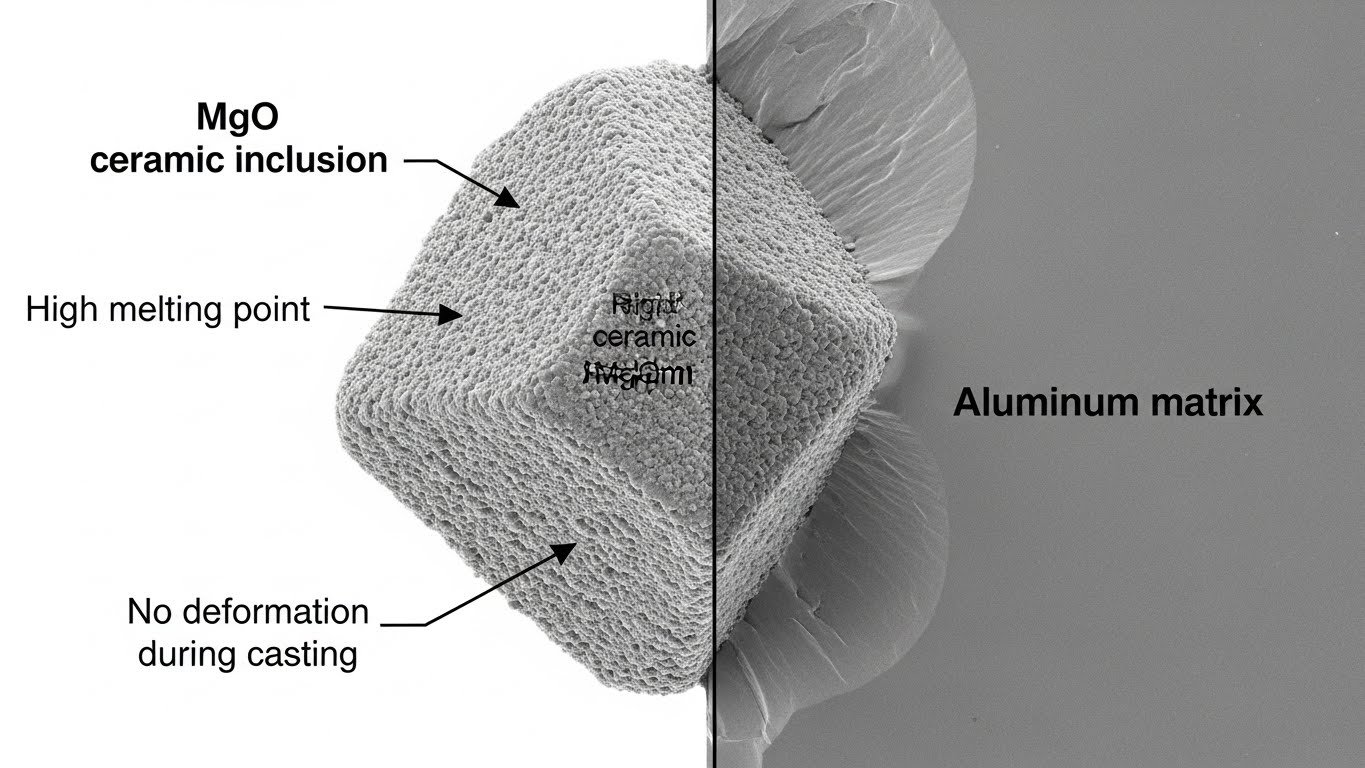
- Ponto de fusão muito elevado (~2850°C)
→ Mantêm-se sólidos durante a fusão, a fixação e a fundição. - Elevada dureza (comportamento semelhante à cerâmica)
→ Funcionam como concentradores rígidos de tensão no interior da matriz de alumínio. - Fraca molhabilidade com o alumínio
→ Ligação fraca na interface inclusão-matriz.
Uma vez aprisionadas na massa fundida, as partículas de MgO viajam com o alumínio para a cavidade da matriz e tornam-se defeitos permanentes na fundição.
Defeitos típicos de fundição sob pressão causados por inclusões de MgO
As inclusões de MgO raramente causam apenas um tipo de defeito. Pelo contrário, reduzem a robustez global do processo de fundição injectada.
Os problemas mais comuns incluem:
Defeitos de superfície
- Pontos negros ou estrias escuras
- Superfícies rugosas após maquinagem
- Mau aspeto cosmético nas partes visíveis
Fissuras e propriedades mecânicas reduzidas
- Menor alongamento
- Início precoce da fissura
- Redução da vida à fadiga
Problemas de maquinagem e desgaste de ferramentas
- As partículas duras de MgO aceleram o desgaste da ferramenta de corte
- Mau acabamento superficial durante a maquinagem CNC
Má qualidade da anodização ou do revestimento
- Camadas de óxido não uniformes
- Variação de cor e defeitos de revestimento
Do ponto de vista da engenharia de qualidade, as inclusões de MgO explicam muitas vezes a flutuação das propriedades mecânicas ou da qualidade da superfície, mesmo quando os parâmetros do processo parecem inalterados.
Principais fontes de MgO em fundidos de alumínio para fundição injectada
1. Oxidação do magnésio durante a fusão e a manutenção
O magnésio é altamente reativo a temperaturas elevadas. Durante fusão e fixação:
- O Mg reage rapidamente com o oxigénio
- Formação de películas de óxido na superfície da massa fundida
- Estas películas podem romper-se e ser arrastadas para a massa fundida
Os longos tempos de espera, as elevadas temperaturas de fusão e a má vedação do forno aumentam significativamente este risco.
2. Formação de MgO relacionada com o fluxo
Os fluxos que contêm cloretos de magnésio são normalmente utilizados para a limpeza e desgaseificação de peças fundidas de alumínio. No entanto:
- O fluxo húmido ou incorretamente armazenado pode decompor-se
- A utilização excessiva de fluxo aumenta a produção de óxido
- As reacções localizadas podem produzir partículas finas de MgO
As partículas de MgO relacionadas com o fluxo são frequentemente pequenas e bem dispersas, o que as torna especialmente difíceis de remover.
3. Turbulência e re-oxidação da fusão
A turbulência é um dos maiores inimigos da limpeza da fusão:
- Agitação agressiva
- Transferência de fusão sem proteção
- Salpicos durante o derrame
Estas acções expõem continuamente ao ar superfícies de fusão frescas, acelerando a oxidação do Mg e gerando novas inclusões de MgO, mesmo após a desgaseificação.
Métodos práticos para controlar as inclusões de MgO na fundição injectada
As inclusões de MgO não podem ser completamente eliminadas, mas podem ser controladas para um nível estável e aceitável através de uma gestão disciplinada do processo.
Estudos quantitativos sobre técnicas de purificação da massa fundida para a remoção de inclusões não metálicas mostram que as etapas coordenadas de refinação, desgaseificação e filtração reduzem significativamente o teor de inclusão e melhoram a qualidade da fusão.
Principais medidas de controlo
- Utilizar fluxos com baixo teor de humidade e devidamente secos
- Evitar a adição excessiva de fluxo
- Controlo da temperatura de fusão e minimização do tempo de espera
- Aplicar proteção com gás inerte (árgon ou azoto)
- Utilizar desgaseificação de bolhas finas sem turbulência excessiva
- Instalar filtros de espuma cerâmica com tamanho de poro adequado
- Reduzir a turbulência durante a transferência e vazamento da massa fundida
Do ponto de vista industrial, o fluxo eficaz, a desgaseificação, a flotação e a filtração continuam a ser as ferramentas mais práticas para o controlo da inclusão.
Resumos orientados para o sector métodos de fluxagem e desgaseificação para remoção de inclusões realçar a forma como estas técnicas são aplicadas em ambientes reais de fundição.
Conclusão: O controlo do MgO é uma questão de disciplina de processo
As inclusões de MgO são uma realidade inevitável na fundição de alumínio, especialmente para ligas que contêm magnésio. O seu impacto depende inteiramente do controlo do processo de fusão e de tratamento da fusão.
A qualidade estável da fundição sob pressão é conseguida através de:
- Condições de fusão controladas
- Tratamento disciplinado da fusão
- Filtragem e desgaseificação eficazes
- Execução consistente do processo
Na prática, uma qualidade de fusão estável é a base de uma qualidade de fundição estável - e o controlo das inclusões de MgO é uma parte fundamental dessa base.







