Литье алюминия под давлением требует не только точной оснастки и контроля процесса, но и стабильного качества расплава. Среди различных неметаллических включений, Включения MgO (оксида магния) являются одной из наиболее распространенных и недооцененных проблем при производстве алюминиевого литья под давлением.
В отличие от газовой пористости или усадочных дефектов, включения MgO представляют собой твердые, жесткие керамические частицы, которые невозможно удалить только переплавкой. Попадая в полость матрицы, они становятся встроенными дефектами, которые непосредственно влияют на механические свойства, качество поверхности и стабильность процесса.
В этой статье представлен практический, инженерно-ориентированный обзор включений MgO в алюминиевом литье под давлением - с акцентом на то, откуда они берутся, как они вызывают дефекты и как их можно эффективно контролировать в промышленном производстве.
Почему включения MgO являются критической проблемой при литье под давлением
При литье под высоким давлением происходит расплав алюминия:
- Высокие температуры
- Длительное время выдержки
- Частый перенос расплава
- Сильная турбулентность
Такие условия значительно повышают риск окисления, особенно для Mg-содержащие алюминиевые сплавы такие как AlSiMg, A380, ADC12 и другие модифицированные литейные сплавы.
Включения MgO особенно вредны, поскольку они являются:
- Твердые и недеформируемые
- Химическая стабильность
- Трудно выплыть естественным путем
- Легко принять за другие дефекты
В результате включения MgO часто приводят к нестабильному качеству, когда дефекты появляются периодически и их трудно отследить по какому-то одному параметру процесса.
Эта взаимосвязь между чистотой расплава, содержанием включений и образованием дефектов широко прослеживается в практике промышленного литья под давлением и экспериментальных исследованиях. Чистота расплава и контроль включений при литье под давлением.
Что такое включения MgO в расплавах алюминия?
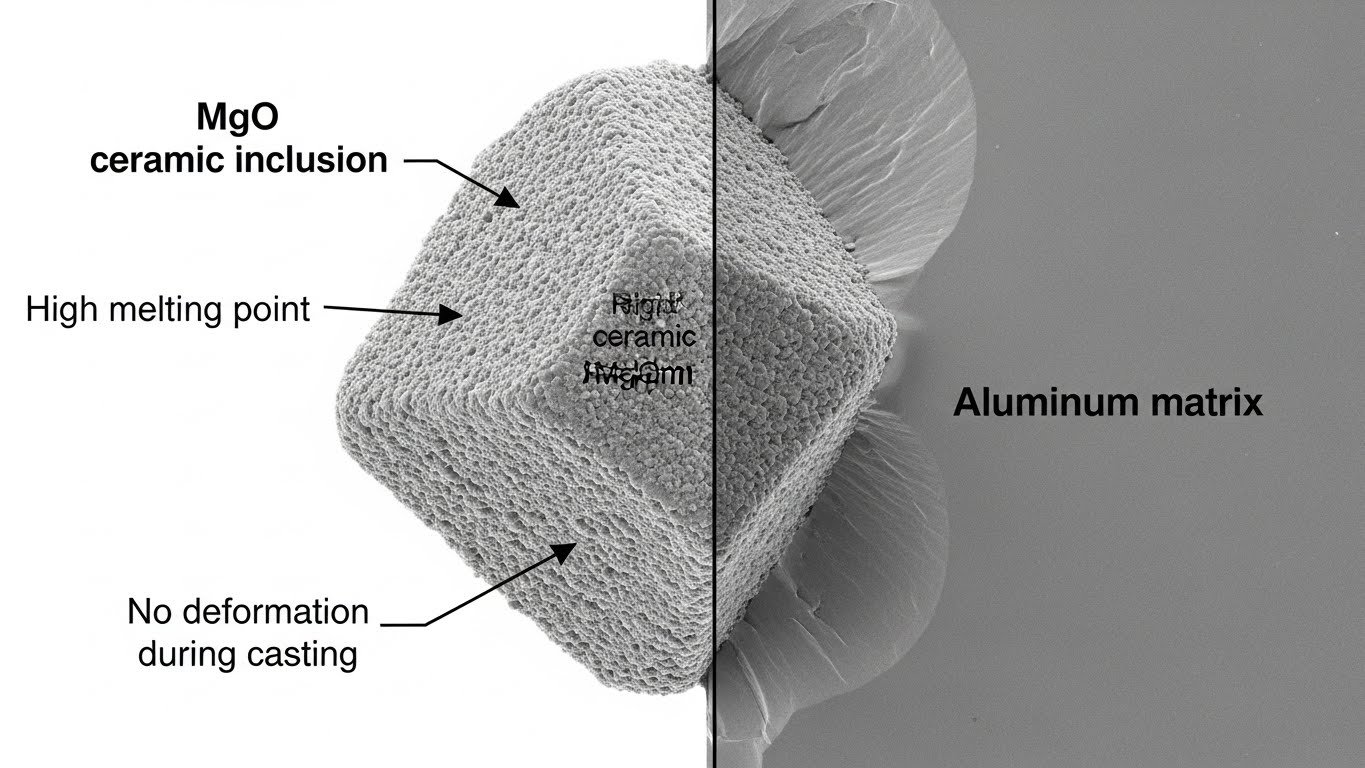
Включения MgO - это твердые частицы оксида магния, образующиеся в процессе плавки алюминия и обработки расплава.
С инженерной точки зрения их ключевыми характеристиками являются:
- Очень высокая температура плавления (~2850°C)
→ Они остаются твердыми в процессе плавления, выдержки и литья. - Высокая твердость (сходство с керамикой)
→ Они действуют как жесткие концентраторы напряжений внутри алюминиевой матрицы. - Плохая смачиваемость алюминием
→ Слабая связь на границе раздела включение-матрица.
Попадая в расплав, частицы MgO перемещаются вместе с алюминием в полость литейной формы и становятся постоянными дефектами в отливке.
Типичные дефекты литья под давлением, вызванные включениями MgO
Включения MgO редко вызывают только один тип дефектов. Вместо этого они снижают общую прочность процесса литья под давлением.
К числу распространенных проблем относятся:
Дефекты поверхности
- Черные пятна или темные полосы
- Шероховатые поверхности после обработки
- Плохой косметический вид видимых частей
Трещины и снижение механических свойств
- Низкое удлинение
- Раннее зарождение трещин
- Снижение усталостной прочности
Обработка и проблемы износа инструмента
- Твердые частицы MgO ускоряют износ режущего инструмента
- Плохая шероховатость поверхности при обработке с ЧПУ
Плохое качество анодирования или покрытия
- Неоднородные оксидные слои
- Разнообразие цветов и дефекты покрытия
С точки зрения инженерии качества, включения MgO часто объясняют колебания механических свойств или качества поверхности даже при неизменных параметрах процесса.
Основные источники MgO в расплавах для литья алюминия под давлением
1. Окисление магния при плавлении и выдержке
Магний очень реактивен при повышенных температурах. Во время плавление и удержание:
- Mg быстро реагирует с кислородом
- На поверхности расплава образуются оксидные пленки
- Эти пленки могут разрываться и попадать в расплав.
Длительное время выдержки, высокая температура расплава и плохая герметизация печи значительно повышают этот риск.
2. Образование MgO под действием потока
Флюсы, содержащие хлориды магния, широко используются для очистки и дегазации алюминиевых расплавов. Однако:
- Влажный или неправильно хранящийся флюс может разлагаться
- Чрезмерное использование флюса увеличивает образование оксидов
- Локализованные реакции могут привести к образованию мелких частиц MgO
Частицы MgO, связанные с флюсом, часто бывают маленькими и хорошо диспергированными, что делает их особенно трудными для удаления.
3. Турбулентность расплава и повторное окисление
Турбулентность - один из главных врагов чистоты расплава:
- Агрессивное перемешивание
- Незащищенная передача расплава
- Брызги при наливании
Эти действия постоянно подвергают свежие поверхности расплава воздействию воздуха, ускоряя окисление Mg и генерируя новые включения MgO даже после дегазации.
Практические методы контроля включений MgO при литье под давлением
Включения MgO невозможно полностью устранить, но их можно контролировать до стабильного и приемлемого уровня с помощью дисциплинированного управления процессом.
Количественные исследования по Методы очистки расплава для удаления неметаллических включений Показано, что согласованные этапы рафинирования, дегазации и фильтрации значительно снижают содержание включений и улучшают качество расплава.
Ключевые меры контроля
- Используйте флюсы с низким содержанием влаги и правильно высушенные.
- Избегайте чрезмерного добавления флюса
- Контроль температуры расплава и минимизация времени выдержки
- Применяйте защиту инертным газом (аргоном или азотом)
- Используйте мелкопузырчатую дегазацию без чрезмерной турбулентности
- Установите пенокерамические фильтры с соответствующим размером пор
- Уменьшение турбулентности при переносе и разливе расплава
С промышленной точки зрения эффективное флюсование, дегазация, флотация и фильтрация остаются наиболее практичными инструментами для борьбы с включениями.
Отраслевые резюме методы флюсования и дегазации для удаления включений показать, как эти методы применяются в реальных условиях литейного производства.
Заключение: Контроль MgO - это вопрос технологической дисциплины
Включения MgO - неизбежная реальность при литье алюминия под давлением, особенно для магнийсодержащих сплавов. Их влияние полностью зависит от того, насколько хорошо контролируется процесс плавления и обработки расплава.
Стабильное качество литья под давлением достигается благодаря:
- Контролируемые условия плавления
- Дисциплинированная обработка расплава
- Эффективная фильтрация и дегазация
- Последовательное выполнение процессов
На практике стабильное качество расплава является основой стабильного качества литья под давлением, и контроль включений MgO является ключевой частью этой основы.







